Struggling to extract gold from low-grade ore? You’re not alone. With less than 5g/t gold content, these ores demand cost-effective methods to turn tiny traces into profitable yields. Here’s how modern mining tackles this challenge.
Separating low-grade gold ore requires concentration techniques like flotation or cyanidation to boost its gold content. The method depends on the ore type—sulfide, oxide, or refractory. Proper crushing, grinding, and chemical processing are key to recovering even trace amounts of gold efficiently.
Low-grade ores aren’t worthless—just trickier to handle. Let’s break down the steps to unlock their hidden value, starting with the basics.
What Is Low-Grade Gold Ore?
Imagine sifting through a ton of rock for just a speck of gold. That’s low-grade ore—often ignored but still viable with the right approach.
Low-grade gold ore contains less than 5 grams of gold per ton (5g/t). While seemingly insignificant, large deposits and advanced extraction methods make mining profitable. The ore’s composition (sulfide, oxide, or refractory) dictates the best separation technique.

Defining Low-Grade Ore
Not all gold ores are created equal. Their classification hinges on gold content and mineralogy:
Ore Type | Gold Content | Key Characteristics |
High-Grade | >20g/t | Direct smelting viable; Often free-milling (gravity/cyanidation) |
Medium-Grade | 5-20g/t | Mixed free-milling & refractory; May require pre-treatment |
Low-Grade | <5g/t | Economically viable only at scale; Often refractory or complex |
Why Mine Low-Grade Ore?
- Scale matters: Even 1g/t can be lucrative in massive deposits.
- Technology advances: Modern methods like heap leaching cut costs.
- Depletion: High-grade sources are dwindling, pushing innovation.
Challenges
- High waste volume: Processing tons of rock for minimal gold.
- Energy intensity: Crushing and grinding consume power.
- Chemical costs: Reagents like cyanide add expenses.
What Is the Beneficiation Process for Low-Grade Gold Ore?
Low-grade gold deposits, characterized by their low gold content, require mining strategies centered on “cost control + enrichment efficiency enhancement.” This involves using mineral processing techniques to “concentrate” the raw ore into high-grade gold concentrates for subsequent smelting. Currently, two mainstream methods(flotation and Cyanidation) are applicable, each suited to specific scenarios.
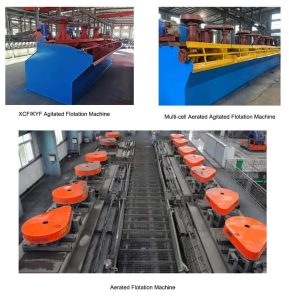
1. Flotation: The “Enrichment Powerhouse” for Low-Grade Gold
Gold in low-grade ores is predominantly fine-grained (<0.1mm) and embedded within gangue, making direct extraction challenging. Flotation uses reagents to attach gold particles to bubbles, achieving separation of “gold from gangue.” This process elevates the ore grade from 3-5g/t to a gold concentrate of 50-100g/t, significantly reducing subsequent smelting costs.
Key Points
- Ore grinding must meet standards: Grind ore to achieve over 80% passing -200 mesh to fully expose gold particles and prevent recovery loss from gangue encapsulation.
- Precise control of reagents and pH: Xanthates (yellow and black) are commonly used as collectors. Simultaneously, adjust the pulp pH to 8-10 (alkaline environment) to enhance reagent adsorption on gold while suppressing gangue flotation.
- Supporting environmental equipment: The flotation process generates wastewater containing reagents. Install treatment equipment such as sedimentation tanks and filters to prevent environmental pollution.
Advantages and Limitations
A high recovery rate (90%-95%) and strong adaptability make it the preferred method globally for low-grade vein gold deposits; however, equipment investment is relatively high, and professional personnel are required to manage reagent ratios effectively.
2. Cyanidation: The Ultimate Solution for Ultra-Fine, Low-Grade Gold Ore
When gold in low-grade ore occurs as extremely fine particles (<0.01mm) or even “microscopic gold,” flotation becomes ineffective. Cyanidation enables chemical reactions where cyanide solutions form water-soluble “gold-cyanide complexes” with gold. Zinc powder or activated carbon then extracts gold from the solution, achieving “comprehensive gold recovery.”
Implementation Points
- Strict control over grinding and leaching stages: Ore must be ground to a particle size of -200 mesh with over 90% coverage before adding the cyanide solution for “stirred leaching.” Leaching time should be controlled between 24-48 hours to ensure complete gold dissolution.
- Dual emphasis on safety and environmental protection: Cyanide is highly toxic, necessitating sealed leaching tanks and requiring operators to wear chemical-resistant suits and gas masks. Simultaneously, establish a cyanide recovery system (e.g., acid leaching recovery method) and a wastewater treatment plant to reduce wastewater cyanide concentration below 0.5mg/L before discharge.
- Post-leaching purification: The gold-bearing solution can be processed via “zinc powder replacement” to obtain crude gold powder, or treated with “activated carbon adsorption” followed by carbon incineration to yield gold sludge, which is then smelted into pure gold.
Advantages and Limitations
Extremely high recovery rate (over 95%) and capability to process ultra-fine gold ore inaccessible by other methods. However, stringent environmental regulations exist, with some countries and regions restricting its use in surface mines, permitting application only in underground mines (enclosed environments).
How to Separate Low-Grade Sulfide Gold Ore?
Au <3 g/t, S 15–20%, fine-grained gold locked in pyrite/arsenopyrite
Key Method: Flotation-first, with strict control of grinding, reagents, and particle size.
Critical Steps & Parameters
Pre-Treatment
- Crushing: Two-stage (Jaw + Cone crusher) to <20 mm; screen out waste rock (>20 mm, 30% mass reduction).
- Grinding: Stage grinding to 60% -0.074 mm; avoid over-grinding (limits slime generation).
- Slime Control: Separate -20 μm slime via spiral classifier; recover Au-bearing slime via inclined-plate thickener.
Flotation
- Collectors: Hydroxamate + Butyl xanthate (1:2 ratio, 3 kg/t).
- Frother: Pine oil (1 kg/t).
- Aeration:≤0.6 m³/h (prevents gold loss from turbulence).
Target Recovery
- Rougher: 70–75%
- Scavenger (2 stages): 10–12%
- Cleaner (regrind to 90% -0.045 mm): 85–90%.
Downstream
- Cyanidation of concentrate (50–80 g/t Au); Zn-dust precipitation → electrowinning (<1% residue loss).
- Tailings:Hydrocyclone + Knelson gravity recovery (5–8% residual Au); final tailings <0.2 g/t Au.
Result: 82–85% total Au recovery, 20% reagent cost reduction.
How to Separate Low-Grade Oxide Gold Ore?
Au 1–2.8 g/t, carbonaceous, free-milling gold
Key Method: Carbon pre-treatment → Cyanidation, addressing “gold robbery” by carbon.
Critical Steps & Parameters
Pre-Treatment
Crushing/Grinding: Jaw + Rod mill to 70% -0.074 mm; pulp density 30–35%.
Carbon Removal
- Adjust pH to 2–3 with H₂SO₄.
- Add KMnO₄ (1.5 kg/t)to oxidize organic carbon (>90% removal).
- Stir at 60°C for 2h; add flocculant (1 kg/t) to settle slimes.
Cyanidation
- NaCN dosage kg/t; L:S ratio 3:1.
- pH 10–11(lime-controlled); 12h leaching at 200 rpm.
- Counter-current washing (3 stages)→ 95% solution recovery.

Downstream
- Adsorption: Activated carbon (50 g/t); elution with 1% NaOH + 1% NaCN at 80°C.
- Tailings: Jigging (<5% residual Au); cyanide detoxification with bleach (2 kg/t).
Result: 75–78% total Au recovery, 25% NaCN savings.
How to Separate Low-Grade Refractory Gold Ore?
(Au <2 g/t, arsenic/carbon/sulfide complex ores)
1. Arsenic-Bearing Ore (Au 1–1.5 g/t, As 0.5–1.0%)
Key Method: Bio-oxidation (Microbial Leaching)
Critical Steps & Parameters
Pre-Treatment
- Grind to 80% -0.074 mm(<10% -20 μm slimes).
- Culture arsenic-oxidizing bacteria (10⁸ cells/mL) in 20% for 7 days.
Bio-Leaching
- Pulp-to-bacteria ratio 2:1; 50°C, pH 2.5–3.0.
- Aeration m³/(m²·h); 72h leaching.
Recovery
- Au adsorption (1 kg/t xanthate ester cotton).
- Tailings: Lime neutralize to pH 8–9→ Ca₃(AsO₄)₂ precipitation (As removal >95%).
Result: 75–78% Au recovery, 40% cost savings vs. roasting.
2. Complex Ore (Fluctuating S 5–20%, C 1–4%)
Key Method: AI-Controlled Smart Processing
Critical Steps & Parameters
Real-Time Monitoring
- XRF analyzers for Au/S/C; laser particle sizers (±3% -0.074 mm tolerance).
- Online grade sensors in flotation: cyanide ion electrodes.
Automated Adjustments
- Grinding: Adjust RPM (±50) and feed rate (±0.5 t/h) based on PSD.
- Flotation: Collector dosage (2–0.3 kg/t) linked to S%.
- Leaching: KMnO₄ (2–1.8 kg/t) tied to C%.
Result: Stable >80% recovery (±2%), 15% reagent savings.
Conclusion
Summary Table
Ore Type | Core Method | Key Innovation | Recovery |
Sulfide Au | Flotation → Cyanidation | Stage grinding/slime control | 82–85% |
Oxide Au (Carbon) | Carbon removal → Cyanidation | KMnO₄ oxidation | 75–78% |
Refractory As-Au | Bio-oxidation | Arsenic-tolerant bacteria domestication + pH/temp control | 75–78% |
Complex Au | AI-driven adaptive processing | Real-time XRF + parameter tuning | >80% (±2%) |
Key Trend: Precision control (grinding/flotation/leaching) + automation maximizes recovery for low-grade ores.
Low-grade gold ores require tailored methods—flotation for sulfides, heap leaching for oxides, and pre-treatment for refractories. The right technology balances cost and recovery, turning marginal deposits into profitable ventures. Always test ores first to choose the optimal process.