In an era where mineral processing faces mounting pressure to reduce energy consumption, lower operational costs, and minimize environmental impact, pre-concentration waste rejection emerges as a transformative strategy. By discarding low-grade waste rock at early processing stages—before energy-intensive grinding and separation—this approach fundamentally restructures mineral beneficiation workflows. Leveraging differences in density, atomic number, optical properties, and magnetism, pre-concentration technologies like XRT sorting, dense media separation, and photoelectric sorting enable mines to process higher-grade feed while slashing downstream costs. This article explores the technical principles of waste rejection, its systemic benefits across grinding, flotation, and tailings management, and the critical constraints governing its application. From massive sulfide ores to refractory gold deposits, we analyze how tailored pre-concentration strategies unlock efficiency—and why some ores defy conventional sorting methods.
Pre-concentration Waste Rejection Technical Principles
Pre-concentration Waste Rejection is a pre-sorting technique employed in mineral processing, designed to discard low-grade waste rock as early as possible—typically during the coarse grinding or crushing stages—thereby reducing the processing volume for subsequent grinding and separation operations, and lowering energy consumption and costs. This technique achieves separation by exploiting differences in the physical properties of the ore and the waste rock. Key physical properties utilized include:
- Density Differences: When there is a significant density contrast between the valuable minerals and the gangue, heavy media separation can be applied. Examples include tungsten ores (where wolframite has a density of 7.5 and quartz is 2.65), lead ores (galena: 7.5), and iron ores (magnetite: 5.0). Heavy media separation achieves separation within a suspension medium, offering high throughput and adaptability across a wide range of particle sizes.
- Atomic Number Differences: X-ray transmission (XRT) sorting utilizes the varying absorption rates of X-rays by different elements. Elements with high atomic numbers (heavy metals) exhibit strong X-ray absorption, whereas elements with low atomic numbers (light elements) exhibit weak absorption. Valuable minerals such as tungsten, tin, copper, lead, zinc, and gold possess high atomic numbers, while gangue minerals like quartz, feldspar, and calcite have low atomic numbers. XRT technology is capable of processing particle sizes ranging from 10 to 100 mm with high recognition accuracy.
- Surface Optical Property Differences: Photoelectric sorting employs visible light or near-infrared light to identify ore particles based on their color, luster, and texture. This method is suitable for minerals such as wolframite, alunite, and certain quartz-vein-type gold ores. It applies to particle sizes ranging from 5 to 80 mm.
- Magnetic Differences: Strongly magnetic minerals—such as magnetite—can be pre-concentrated using magnetic separation. However, magnetic pre-concentration is typically performed after the grinding stage, as the magnetic separation of coarse particles requires a high-gradient magnetic field.

The Impact of Pre-concentration Waste Rejection on the Process
From a process perspective, the value of Pre-concentration Waste Rejection lies in restructuring the inlet conditions of the grinding-flotation system. Its impact on the mineral processing flowsheet manifests in various aspects, including improved grinding efficiency, stabilized flotation feed, reduced interference from fine slimes, and alleviated pressure on tailings disposal. A detailed analysis follows below.
Improve Grinding Efficiency
Grinding is the most energy-intensive process in a mineral processing plant, accounting for 50% to 70% of total electricity consumption. The higher the proportion of waste rock in the material fed to the mill, the lower the proportion of energy utilized for crushing valuable minerals. By pre-rejecting waste rock, the mill feed rate decreases, yet grinding efficiency improves. This is because the material inside the mill is no longer a heterogeneous mixture of “hard-to-grind” and “easy-to-grind” components, but rather a relatively uniform, enriched concentrate of valuable minerals. Consequently, grinding pulp density becomes easier to control, the steel ball charge gradation can be more precisely optimized, and classification efficiency is enhanced.
Stabilize Flotation Feed
Waste rock often possesses a complex composition—particularly waste rock containing carbonates, talc, or clays—which, upon entering the flotation system, can alter the pulp pH, consume chemical reagents, and degrade froth properties. By pre-rejecting such waste, the characteristics of the flotation feed become more stable; this facilitates easier matching of the reagent regime and minimizes fluctuations in metallurgical performance indicators.
Reduce Interference from Fine Slimes
Waste rock frequently contains weathered clay minerals, which, upon contact with water, generate fine slimes. These fine slimes possess a large specific surface area; they adsorb chemical reagents, coat the surfaces of valuable minerals, and thereby inhibit flotation. Pre-rejection of waste rock reduces the source of these fine slimes, lowers pulp viscosity, and improves flotation selectivity.
Alleviate Pressure on Tailings Disposal
Tailings storage facilities (TSFs) represent both the most significant environmental hazard and the largest cost center within a mineral processing plant. Tailings management costs encompass thickening, pressure filtration, conveying, stockpiling, maintenance, and final closure. By pre-rejecting waste rock, the total volume of tailings is reduced proportionally; this extends the operational lifespan of the TSF and defers the financial burden associated with facility closure.
Three Fundamental Constraints of Pre-concentration Technology
Pre-concentration offers significant advantages in improving mineral processing efficiency, but its application is bound by three rigid constraints:
1. Particle Size Constraint: The “Window Effect” of Sorting Technology
Key Limitations
- XRT Sorting: Effective range of 10-100mm(optimal 30-80mm)
- Dense Medium Separation (DMS): Operable in 5-50mm(best 15-35mm)
- Optical Sorting: Works for 5-80mm(optimal 20-60mm)
Contradiction Phenomena
- At <5mm, sensor resolution drops sharply, reducing sorting accuracy.
- At >100mm, equipment throughput declines by >40%, limiting productivity.
Process Response
- Must implement multi-stage closed-circuit crushing & screening.
- Example setup: Jaw Crusher (coarse) → Cone Crusher (medium) → HPGR (fine) + Multi-deck Vibrating Screens.
2. Liberation Constraint: The “Blind Spot” of Sorting Recognition
Core Conflict
- Pre-concentration requires coarse liberation (>5mm).
- But finely disseminated ores (e.g., porphyry copper, Carlin-type gold) require grinding to <0.2mmfor liberation.
Critical Data:
- When mineral grain size > pre-concentration size, concentrate grade increases by 15-30%.
- When the grain size < pre-concentration size, metal loss escalates to 8-15%.
Solutions:
- Conduct ore characterization studies (MLA/BSE analysis)
- Develop selective breakage methods(e.g., high-voltage pulse fragmentation).
3. Moisture Constraint: The “Achilles’ Heel” of Dry Sorting
Thresholds
- XRT/Optical Sorting: Surface moisture must be <3%(ideally <1.5%).
- DMS: Tolerates <8% moisture.
Operational Impact
- >3% moisture: Particle agglomeration reduces throughput by 30-50%.
- >5% moisture: Optical recognition accuracy drops from 95%to 60%.
Engineering Countermeasures
Ore Type | Treatment Method |
Sticky ores (e.g., lateritic nickel) | Rotary drum dryer (gas/electric heating) |
Friable ores (e.g., spodumene) | Low-pressure hot-air drying |
Common ores | Stockpile natural drying + rain shelter |
Ore Type-Specific Waste Rejection Technology Selection
Different ore types—due to variations in mineral composition, dissemination characteristics, and physicochemical properties—require tailored waste rejection technologies. Below is a technical compatibility analysis for major ore types:
1. Massive Sulfide Ores (Copper/Lead/Zinc, etc.)
Characteristics:
- High density (>4 g/cm³), significant contrast with gangue
- Coarse dissemination (often >0.5mm), easily liberated
Preferred Technologies:
- Dense Media Separation (DMS): Leverages density difference, rejects 30-50% waste
- XRT Sorting: Detects high-atomic-number sulfides, recovery >92%
2. Oxide Ores (Lateritic Nickel/Weathered Rare Earth, etc.)
Characteristics
- Soft, prone to slime generation (-0.075mm >20%)
- Distinctive surface properties
Preferred Technologies
- Optical Sorting: Based on color/reflectance differences (e.g., 85% accuracy for rare earth)
- Avoid DMS (high fine losses)
Critical Parameters
- Ensure ore dryness (moisture <2%)
- Optimal size: 10-30mm
3. Precious Metal Ores (Gold/PGMs)
Characteristics: Very low grades (Au 0.5-3 g/t), ultra-fine dissemination (<0.05mm)
Limitations: Conventional pre-concentration ineffective (insufficient liberation)
Innovative Solutions
- XRF-Based Online Sorting(e.g., TOMRA XRT for pyrite detection)
- Microwave-induced thermal response sorting (experimental stage)
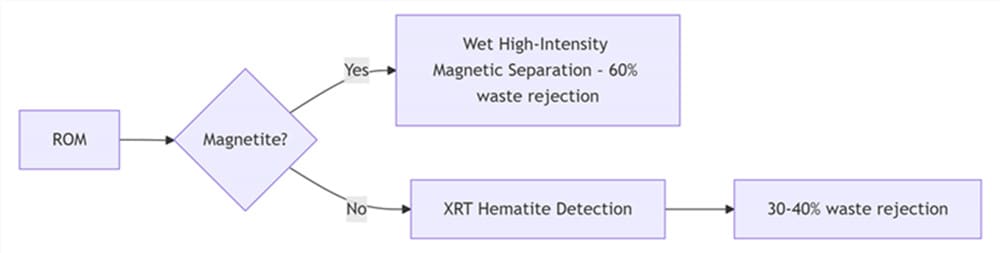
4. Iron Ores (Magnetite/Hematite)
Characteristics
- Strongly magnetic minerals: direct magnetic separation
- Hematite: relies on density/surface properties
Technology Mix
5. Industrial Minerals (Quartz/Feldspar/Mica, etc.)
Characteristics: Simple composition, clear property differences
Sorting Strategies
Mineral Pair | Technology | Sorting Basis |
Quartz vs Feldspar | Optical Sorting | Transparency difference |
Mica vs Quartz | Electrostatic Separation | Conductivity contrast |
6. Strategies for Challenging Ores
Complex Dissemination Ores
Stage Crushing + Pre-Sorting: Coarse crush (-50mm) → XRT waste rejection → Intermediate crush (-20mm) → DMS secondary rejection
Clay-Rich Ores
Washing + Screening Pre-Treatment (e.g., South African PGM ores: scrubbing + 8mm slime removal)
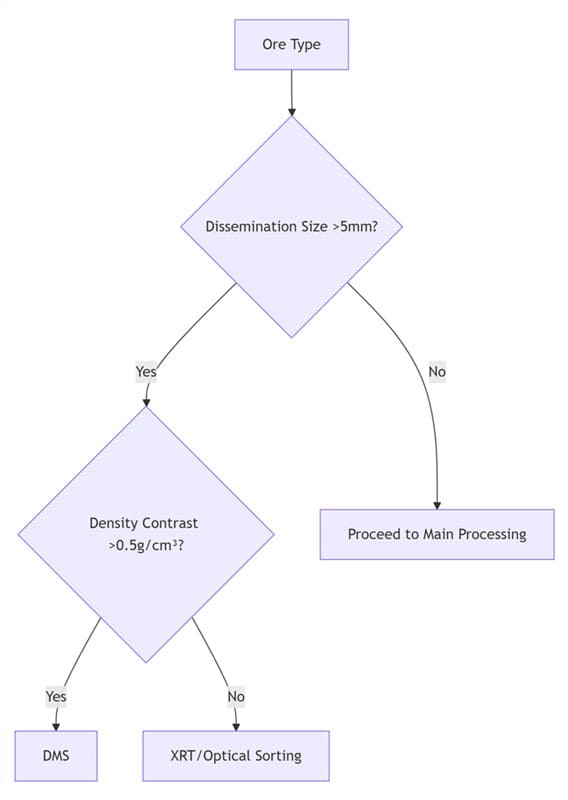
Decision Tree for Technology Selection
Conclusion
Pre-concentration waste rejection represents more than a technological advancement—it is a paradigm shift in mineral processing economics. By addressing the “window effect” of particle size, liberation challenges, and moisture sensitivity, modern sorting systems can reject up to 50% of waste rock while recovering over 90% of metals at coarse sizes. The ripple effects are profound: grinding circuits handle enriched feed, flotation stability improves, and tailings volumes shrink—directly translating to lower energy bills, reduced reagent consumption, and deferred tailings dam expansions. However, successful implementation demands rigorous ore characterization and a willingness to redesign crushing circuits. As sensor-based sorting evolves to tackle finer particle sizes and complex ores, pre-concentration will likely transition from an optional optimization to a baseline requirement for sustainable mining. For operations seeking to future-proof their flowsheets, the question is no longer whether to adopt waste rejection, but how soon.


