Copper flotation is a crucial mineral processing technique that selectively separates copper-bearing minerals (such as chalcopyrite, bornite, and chalcocite) from worthless gangue. This method accounts for over 80% of global copper production from sulfide ores.
Below, we break down the 4 key steps of copper flotation, exploring the chemistry, machinery, and optimizations that enable efficient mineral recovery.
Step 1: Grinding & Liberation
Objective: Crush and grind ore to release copper minerals
Copper sulfide minerals are typically locked within waste rock (gangue). Proper size reduction ensures optimal mineral exposure for flotation.
Critical Parameters
Target grind size: 80% passing 150–75 µm (varies by ore type)
Equipment used:
- SAG Mills (Semi-Autogenous Grinding) – coarse crushing
- Ball Mills – fine grinding
Liberation Challenge: Overgrinding (<20 µm) leads to slime losses, while coarse particles (>200 µm) reduce recovery.
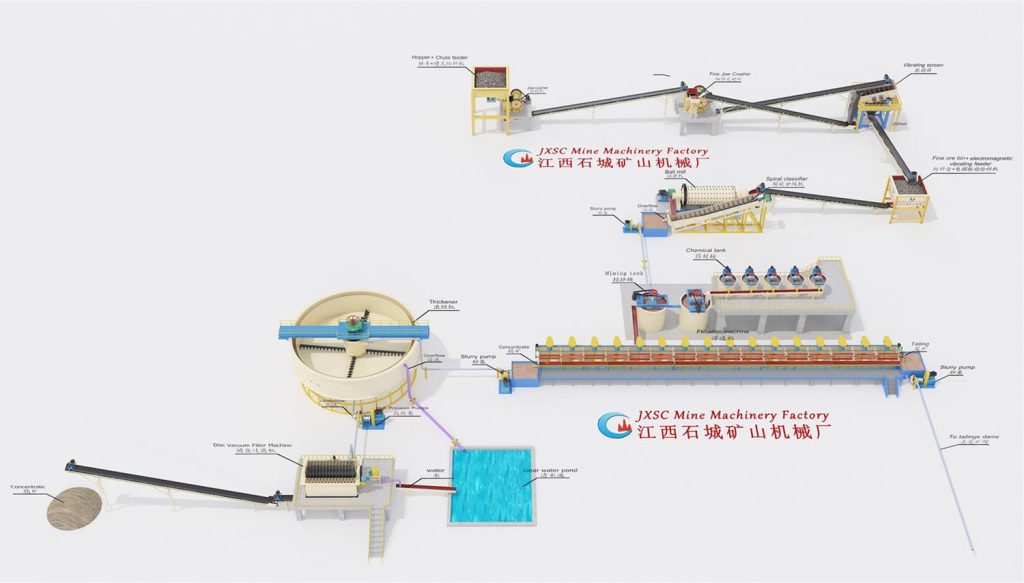
Processing
- Pre-crushing: Large ore chunks are first fed into a crusher to be broken down to fist-sized pieces, reducing the difficulty of subsequent grinding.
- Fine grinding: The crushed ore enters a ball mill, where it is ground into a fine powder of 0.01-0.2mm (similar to the coarseness of flour). This particle size ensures that the copper minerals are “freed” from the gangue, much like sifting out copper particles mixed in sand. If the grinding fineness is insufficient, the copper minerals will be encapsulated by the gangue, making subsequent processing difficult and hindering the improvement of recovery rates.
The prerequisite for flotation is to completely separate copper minerals from gangue minerals (impurities that do not contain copper). This step is the key to achieving this separation.
Step 2: Conditioning & Chemical Addition
Objective: Modify mineral surfaces for selective attachment to air bubbles
Chemical reagents are added to condition the ore slurry:
Essential Flotation Reagents
Reagent Type | Example Compounds | Primary Function |
Collectors | Xanthates (e.g., Potassium Amyl Xanthate) | Hydrophobize Cu minerals |
Frothers | Methyl Isobutyl Carbinol (MIBC) | Stabilize bubbles |
Depressants | Sodium Cyanide (NaCN), Lime (CaO) | Suppress pyrite/gangue |
Activators | Copper Sulfate (CuSO₄) | Enhance collector action |
Chemical Agents Process
- Adjusting agents: Lime is used to alkalize the slurry, inhibiting the activity of impurities like pyrite and creating a suitable environment for other chemical agents to function.
- Collectors: Xanthate and nitrophenol are added. These reagents selectively adsorb on the surface of copper minerals. This makes originally hydrophilic copper minerals hydrophobic, like a water-repellent coat.
- Frothers: Pine oil and other ingredients are added to create fine, stable bubbles in the slurry, providing a floating carrier for the copper minerals.
- Inhibitors: Cyanide and other chemicals are added to the gangue minerals to prevent them from absorbing the bubbles, ensuring that only copper minerals are filtered out.
Key Conditioning Actions
- Adjust pH (~9–11), favoring Cu selectivity over pyrite
- Ensure proper agitation(~30 min contact time)
Slurry conditioning and chemical addition are key in flotation. The four chemical agents work together to differentiate the hydrophilic and hydrophobic properties of copper and gangue minerals. This sets the stage for later separation.
Step 3: Froth Flotation Separation
Objective: Separate hydrophobic Cu-bearing minerals from gangue
Mechanism
Air bubbles selectively lift Cu minerals, forming mineralized froth, while unwanted gangue sinks.
Critical Equipment
- Mechanical Flotation Cells(Wemco, Denver)
- Column Flotation Cells(Better fine particle recovery)
Operational Factors Impacting Efficiency
Parameter | Optimal Range | Effect |
Airflow Rate | 0.5–2 m³/min·m² | Affects bubble stability |
Impeller Speed | 6–8 m/s | Impacts particle-bubble collisions |
Froth Depth | 10–30 cm | Controls concentrate grade |

Processing
After the dosing, the slurry enters the flotation cell, where the screening and separation process officially begins:
- Bubble Generation: The flotation cell’s agitator rotates at high speed, creating negative pressure that draws air in, forming a large number of tiny bubbles within the slurry.
- Selective Floatation: Hydrophobic copper minerals actively “cling” to the bubbles, forming a foam layer as they rise. Hydrophilic gangue minerals, on the other hand, are unable to cling to the bubbles and remain in the slurry, forming tailings.
- Preliminary Separation: The foam layer (containing copper minerals) is scraped off by a scraper, and the tailings are discharged from the bottom of the flotation cell, completing the initial separation of copper and impurities.
Step 4: Concentrate Purification and Dewatering
Core Objective: Elevate copper concentrate grade to 20-35% commercial standard
【Refining Process Flow】
Achieve high purity through a three-stage graded flotation process:
- Roughing: First undergo 1-2 roughing stages to rapidly obtain a preliminary froth with high copper content, removing most tailings.
- Scavenging: Re-float the tailings discharged from roughing (scavenging) to recover residual copper minerals, preventing resource waste.
- Concentrate: The froth from coarse selection undergoes multiple rounds of fine selection—through washing, reagent adjustment, and other methods—to remove residual gangue impurities, ultimately yielding high-purity copper concentrate with a grade exceeding 20%.
Special Treatment: When processing copper oxide ores (such as malachite), a “sulfurization treatment” is added before selective flotation. This process transforms the copper oxide minerals into a form suitable for flotation, ensuring separation efficiency.
【Dehydration and Drying Process Flow】
Three-stage moisture control system:
- Concentration and Dehydration
Equipment used: High-efficiency thickener/hydrocyclone
Technical parameters: Elevate pulp solids content to 60-70% - Vacuum Filtration
Preferred equipment: Belt/Disc vacuum filter
Dehydration Effect: Dryness reaches 80-90% - Final Drying (As Required)
Equipment Configuration: Rotary Dryer Unit
Final Control Target: Moisture Content ≤8%
Final Product Specifications
- Copper Grade: Typically 20–35% Cu
- Moisture Content: ≤10%
- Impurities: Often <5% Fe, <0.5% As
Through these four steps, low-grade copper ore undergoes a “transformation” into copper concentrate suitable for smelting. In actual production, the process is fine-tuned based on ore type (copper sulfide ore/copper oxide ore), but the core workflow consistently revolves around these four steps.
Future Innovations in Copper Flotation
Future copper flotation technology will evolve toward intelligent, green, and efficient approaches. Through AI-driven real-time process optimization, development of novel eco-friendly reagents (such as biodegradable collectors), automated control integrating smart sensors with IoT, and customized flotation processes tailored to ore characteristics, copper recovery rates, and concentrate grades will be further enhanced while reducing energy consumption and environmental pollution. Furthermore, the integrated application of cutting-edge technologies—including high-pressure grinding roller (HPGR) pretreatment, micro- and nano-bubble flotation, and selective bioleaching—will pioneer efficient and economical pathways for processing complex copper ores, low-grade deposits, and reprocessing tailings.
Conclusion
The success of copper flotation hinges on precise control of four critical stages: adequate mineral liberation (Step 1) ensures effective exposure of copper minerals; precise reagent control (Step 2) optimizes surface hydrophobicity; efficient bubble-mineral interaction (Step 3) achieves selective separation; and multi-stage concentrates and tailings scavenging (Step 4) enhances concentrate grade and recovery rate.
Practical Recommendations: For refractory ores, combining ultrafine grinding (<10μm) with flotation column processes can increase recovery by 15-20%. For specific mineral processing challenges (e.g., high-arsenic copper ore separation or low-concentration pulp optimization), customized solutions should be explored in depth.


