Key Principles: Flotation machines select copper-zinc ores based on the natural hydrophobicity differences of the minerals or selective hydrophobicity obtained through reagent treatment. Key processes include ore crushing and grinding, reagent preparation, bubble adsorption, and froth separation. Copper-zinc ores typically require the addition of chemical reagents to achieve effective separation.
Flotation Technology Fundamentals: Understanding Separation Principles
Flotation technology is a mineral processing method that separates minerals based on differences in their surface physicochemical properties. When dealing with polymetallic ores such as copper-zinc ores, flotation is the most effective separation method. Its core principles are:
Surface Property Differences: Among naturally occurring minerals, only a few, such as molybdenite and graphite, possess natural hydrophobicity; most minerals have hydrophilic surfaces. By adding specific chemical reagents, the surface properties of certain minerals can be selectively altered.
Three-Phase System Function: During flotation, a three-phase system of mineral particles, air bubbles, and water is formed. The target mineral particles, after reagent treatment, selectively adhere to the air bubbles and float to the surface of the pulp, forming a mineralized froth layer, while non-target minerals remain in the pulp.
Process Flow: The entire flotation process includes crushing and grinding (liberating valuable mineral particles), pulp conditioning and reagent addition (controlling pulp properties and mineral surface conditions), flotation separation (the actual separation operation), and product processing (dewatering of concentrate and tailings).

Experimental data show that for common copper-zinc sulfide ores, flotation can achieve copper concentrate grades of 18-30% and recovery rates of 85-95%; and zinc concentrate grades of 45-55% and recovery rates of 75-90%.
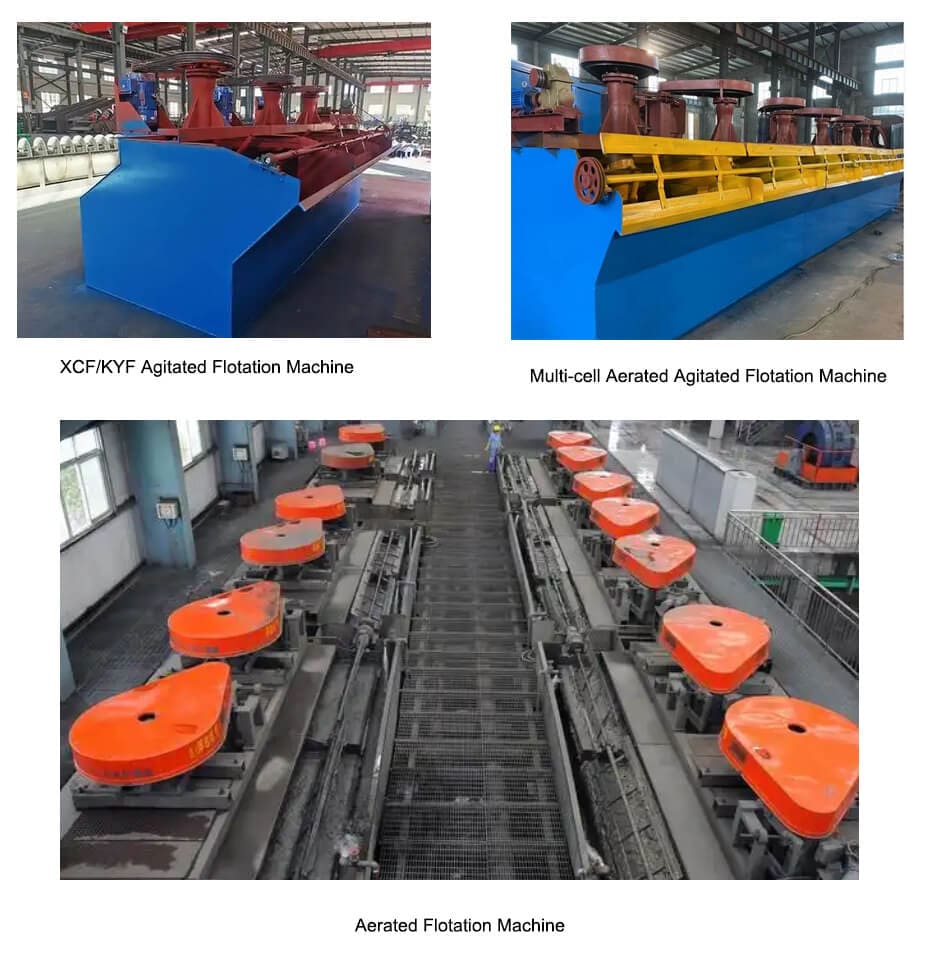
Key Equipment: Selection and Operation of Flotation Cells
A flotation machine is the main equipment in the flotation process. It consists of a single cell or multiple cells connected in series. The processes of agitation and aeration of the slurry, adhesion of bubbles to mineral particles, and the rise of bubbles forming a foam layer that is scraped off or overflows all occur within the flotation cell.
Based on the agitation and aeration methods, flotation machines can be divided into five types:
1. Mechanical agitation type
Agitation and aeration are both achieved by a mechanical agitator. Types include centrifugal impellers, star rotors, and rod rotors. The agitator rotates at high speed within the flotation cell, driving the slurry flow and creating negative pressure in the impeller cavity to draw in air.
Typical parameters: Single tank volume 1-300m³, air supply 0.5-1.2m³/(m²·min), power intensity 1.5-3.5kW/m³.
Advantages: Simple and reliable structure, highly adaptable, suitable for most copper and zinc ores.
2. Aerated mechanical agitation type
Features: In addition to mechanical agitation, a low-pressure blower (pressure 0.02-0.04MPa) provides forced aeration.
Applicable Scenarios: For processing ores with coarse particle size or high density, such as some lead-zinc ore beneficiation plants.
3. Aerated type
Agitation and bubble generation are achieved by pressurizing air, such as in flotation columns and foam separation devices.
Flotation column technology features: No mechanical stirring device; relies on externally pressurized (or induced) air, with the slurry flowing downstream and contacting the air bubbles counter-currently.
Advantages of flotation columns: Excellent recovery of fine-grained minerals (-0.038 mm), resulting in high concentrate grades.
4. Gas precipitation type
Dissolved air in the slurry is precipitated out by reducing pressure or by first pressurizing and then reducing to atmospheric pressure, forming microbubbles.
5. Pressure dissolved air type
High pressure is used to pre-dissolve the air into water, and then the air is precipitated in the flotation cell under normal pressure to form a large number of microbubbles.
Chemical Reagent System: The "Magic Formula" for Copper-Zinc Separation
1. Selection and Application of Collectors
In nature, most mineral particles, except for those with hydrophobic surfaces such as coal, graphite, sulfur, talc, and molybdenite, are hydrophilic. To improve buoyancy, collectors that make the mineral particles hydrophobic are added; these are polar and non-polar collectors. Polar collectors consist of two parts: a polar group that interacts with the mineral particle surface and a non-polar group that acts as a hydrophobic agent. When these collectors are adsorbed onto the mineral particle surface, their molecules or ions align in a specific direction, with the polar groups facing the surface and the non-polar groups facing outward, forming a hydrophobic film that makes the mineral particles buoyant.
In the separation of sulfide minerals such as copper, lead, zinc, iron, nickel, and antimony, various organic thiocyanates are commonly used as collectors. Representative examples include:
- Alkyl (ethyl, propyl, butyl, pentyl, etc.) sodium (or potassium) dithiocarbonate, such as CH3CH2OCSSNa, also known as xanthate, commonly called xanthate;
- Alkyl dithiophosphate or its salts, such as (RO)2PSSH, where R is an alkyl group, commonly called black phosphate. Alkyl dithiocarbamates and ester derivatives of xanthate are also commonly used collectors for sulfide minerals.
2. Modifier system
- pH Adjusters: By adjusting the pH of the pulp, these agents control the surface properties of minerals, the chemical composition of the pulp, and the conditions under which various reagents work, thus improving flotation efficiency. Commonly used agents include lime, sodium carbonate, sodium hydroxide, and sulfuric acid.
- Activators: These enhance the interaction between minerals and collectors, activating and floating difficult-to-float minerals. For example, treating sphalerite, which is difficult to react with xanthate, with copper sulfate forms a copper sulfide film on the mineral surface, enabling collection and flotation; or activating lead and copper oxide ores with sodium sulfide before xanthate flotation, etc.
- Depressants: These increase the hydrophilicity of minerals or prevent them from interacting with collectors, thus inhibiting their floatability. Examples include using lime to depress pyrite, zinc sulfate and cyanide to depress sphalerite, and water glass to depress silicate gangues. Using organic substances such as starch and tannins as depressants can separate various minerals through flotation.
- Flocculants: These aggregate fine mineral particles into larger ones, accelerating their settling velocity in water. Selective flocculation can be used for flocculation-desliming and flocculation-flotation. Commonly used flocculants include polyacrylamide and starch.
- Dispersants: These prevent fine mineral particles from agglomerating, keeping them in a dispersed state. Their function is the opposite of flocculants. Commonly used dispersants include water glass and phosphates.
3. Foaming agent selection
Foaming agents are surface-active molecules with both hydrophilic and hydrophobic groups. They are directionally adsorbed at the water-air interface, reducing the surface tension of the aqueous solution and making it easier for air introduced into the water to disperse into bubbles, thus producing stable foam. Foaming agents and collectors have a synergistic effect, jointly adsorbing onto the surface of mineral particles and promoting mineral flotation. Commonly used foaming agents include pine oil (commonly known as No. 2 oil in China), cresol acid, mixed fatty alcohols, isomers of hexanol or octanol, ether alcohols, and various esters.
Process Flow Design: From Laboratory to Industrial Practice
1. Basic Circuit Configuration
- Differential flotation: Copper first, then zinc (or lead then zinc), suitable when target mineral contents differ significantly
- Bulk flotation: Copper-zinc bulk flotation followed by separation, for finely disseminated ores
- Isodynamic flotation: Group separation based on floatability
2. Typical Copper-Zinc Ore Separation Schemes
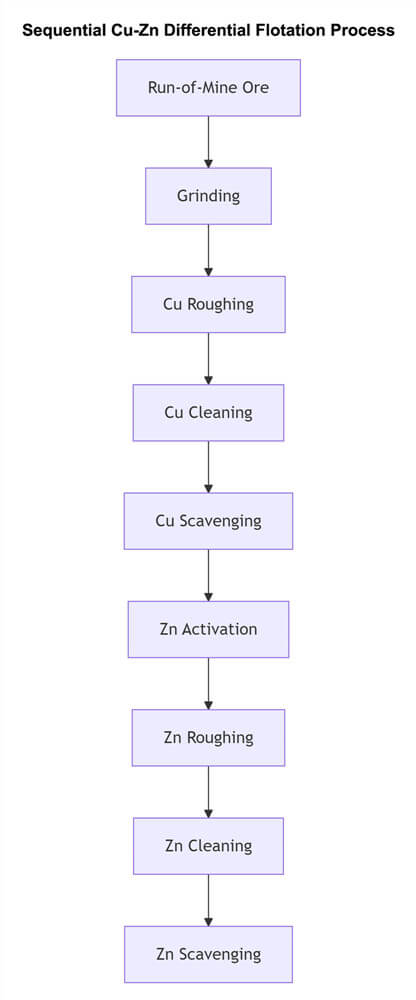
Scheme 1: Sequential Cu-Zn Differential Flotation
Run-of-mine ore → Grinding → Cu roughing → Cu cleaning → Cu scavenging → Zn activation → Zn roughing → Zn cleaning → Zn scavenging
Reagent dosage reference:
- Copper circuit: Lime 2-5 kg/t, ethyl xanthate 80-150 g/t, pine oil 20-40 g/t
- Zinc circuit: CuSO₄ 300-600 g/t, butyl xanthate 100-200 g/t
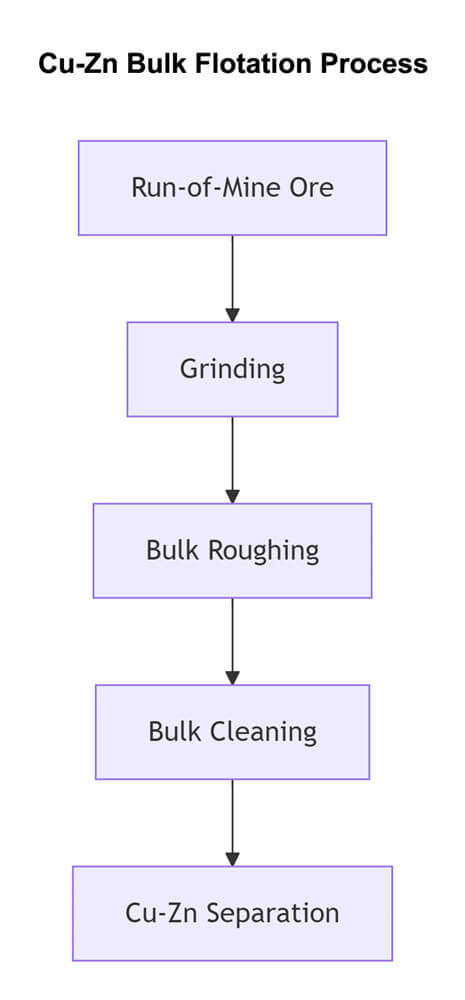
Scheme 2: Cu-Zn Bulk Flotation
Run-of-mine ore → Grinding → Bulk roughing → Bulk cleaning → Cu-Zn separation
Technical points:
- Use “starved reagent” approach (low collector dosage) in bulk flotation
- Add ZnSO₄ in separation stage to depress zinc minerals
3. Special Ore Treatment Technologies
- High-sulfur Cu-Zn ores: Apply high-lime process to depress pyrite
- Mixed oxide-sulfide ores: Use “sulfide first then oxide” staged processing
- Complex polymetallic ores: May require combined flowsheets with gravity/magnetic separation
Field case: A Tibet Cu-Zn concentrator adopted an innovative “Cu differential flotation-Zn-S bulk flotation-Zn-S separation” flow, achieving excellent indices:
- Copper concentrate: 23.5% grade (89.2% recovery)
- Zinc concentrate: 48.3% grade (82.7% recovery)
Production Optimization and Troubleshooting
Key Optimization Directions
- Grind size: Through size analysis, copper mineral liberation should exceed 85%
- Pulp density: Roughing 30-40%, cleaning 20-30%
- Flotation time: Cu roughing 5-15 min, Zn roughing 10-20 min
- Froth characteristics: Uniform bubble size with proper mineralization viscosity
Common Issues Diagnosis
| Symptom | Possible Causes | Solutions |
| Low concentrate grade | Excess reagents, high middlings recirculation | Reduce collector/frother, intensify cleaning |
| Declining recovery | Insufficient reagents, improper aeration | Replenish collector, adjust aeration |
| Over-viscous froth | Excess frother, slimes | Reduce frother, add dispersant |
| Cell overflow | High level, thin froth layer | Adjust level, increase depressant |
Technology Trends
- High-efficiency energy-saving equipment: Like large flotation columns, smart flotation machines
- Specialty reagent development: Low-temperature reagents, compound reagents
- Automation control: Online analyzers + expert systems
- Tailings utilization: Recovering associated elements from tailings
By systematically mastering these technical essentials, operators can develop scientifically sound flotation schemes tailored to different copper-zinc ore characteristics, achieving efficient resource recovery.
Summarize
Flotation technology, as a core method for mineral separation, can efficiently separate coexisting metallic minerals such as copper and zinc through rational reagent combinations and process design. Successful flotation operations require optimizing grinding fineness, reagent ratios, and process parameters based on ore characteristics, while also considering economic and environmental requirements. With the development of new reagents and equipment, the application prospects of flotation technology in the development of complex mineral resources will be even broader.